Braiding technologies
for Commercial Applications
by
Tadashi Uozumi and Masao Hirukawa
Braider Section
MURATA MACHINERY, LTD.
136, Takeda-Mukaishiro-cho, Fushimi-ku
Kyoto 612-8418
Japan
Submitted as oral paper to 6th International
SAMPE Symposium & Exhibition, Tokyo, Japan
26 -29 October 1999.
ABSTRACT
Braiding technology has potential for reducing costs, and it has flexibility in obtaining optimized composite design for cost and properties since it has various design parameters, configuration, materials, fiber orientation, molding, curing, etc. We are working to improve the automation of complete production systems of which a braiding machine is one component, and produce braided composites and preforms. The automatic production systems were optimized for how much it automates and its productivity through the consideration of the quality and quantity of the products. The automatic braiding system was so efficient to reduce the production cost that it was used for producing sporting goods.
KEY WORDS : Braided Composites, Production System, Automation Technologies
Braiding technology has potential for reducing costs(1). Mechanical characteristics of braided composites have been investigated(2,3). We, Murata Machinery have developed Muratec Braider, Muratec joint braider and Muratec channel braider, which fabricate near-net shaped fiber preforms of complex shaped composites(4). Continuous production systems for braided composite have been developed by combining braiding technology and pultrusion system(5,6). Pultrusion is a process for a continuous production of the composite materials. It is one of the cost-effective process in the composite industry, and applications of pultruded composite are extending forward to civilian demands.
We have improved automation technology in the textile industry, and some of our improvements have also been employed in the composite materials industry. The production cost includes the cost of labor, tooling, depreciation, materials, etc. The cost of labor is the biggest individual cost. Automation technology is the most efficient way to reduce the production costs. We are working not only to improve automation of individual machines such as a braiding machine, but also to improve the automation of complete production systems of which a braiding machine is one component.
In this paper design parameters of braided composite and an automatic braiding system were described. The automatic braiding system was so efficient to reduce the production cost that it was used for producing sporting goods.
2.DESIGN PARAMETERS OF BRAIDED COMPOSITE
Braiding technologies can be applied to varied configuration, various materials and various molding methods. Design parameters of braided composites are shown in Fig.1. Braided composite properties were optimized through the selection of the design parameters.
Configuration
Braiding technology is useful to make near-net-shaped preforms. Braided
preform can be fabricated automatically in various configurations such
as bending type, branching off type and variable diameter type by using
program control.
Carbon fibers, Sic fibers and tow prepregs can be used for our braider with yarn carriers that we developed. The braiding yarn sizes and longitudinal yarn sizes are selected as well as yarn material to meet the design requirements. Plural yarn materials and/or yarn sizes can be selected to make fiber hybrid structures.
Fiber orientation & laminate
In a triaxially braided preform, three yarns are intertwined to from a
single layer of θ°±θ°material. Fiber orientation
angles range from 10° to 80° approximately. If a perform design
needs for a structure with thickness greater than single layer, several
layers of fabric can be braided over each other to produce the required
thickness.
Additional techniques
By preform stitching, braided fabric is stitched in order to increase
interlamina strength and to keep the configuration. By preform deforming,
braided fabric is removed from the mandrel and flattened after braiding
process in order to form I-beam or flat-bar configurations.
3.PRODUCTION SYSTEM
3.1. Link between designing and producing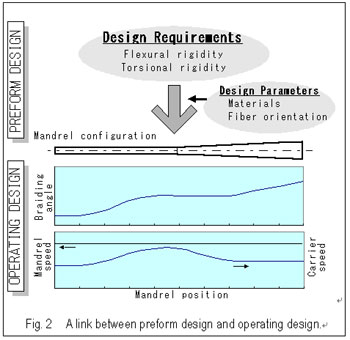
In braiding operations preform is fabricated on the mandrel according to the design parameters. Two main operating parameters, the mandrel liner speed and the carrier rotational speed are used for the control of a braider. Fig.2 shows a link between preform design and operating design of a braider in the case of straight pipe. In the preform design the design parameters, materials, fiber orientation angles were selected to meet the requirements such as flexural rigidity and torsional rigidity. In the operating design the operating parameters were calculated from fiber orientation angles. In this case, mandrel liner speed was fixed and the carrier rotational speed was variable. Braided preforms were fabricated automatically after inputting the operating parameters.
3.2.Automation technologies
A photograph of an automatic braiding system is shown in Fig.3. In this system, braided preforms of composite tube are fabricated automatically and continuously. The system consists of a mandrel stock unit, a mandrel supply unit, braider units, a preform pick-up unit and a preform stock unit. A mandrel is supplied to the front of the braider units from the mandrel stock unit. Braided preform is fabricated on the mandrel during the mandrel goes through the multiple braider units. Braiding yarns are cut at the end of the mandrel after braiding. The preform is stocked in the preform stock unit. These processes are carried forward automatically and continuously. Since the system has the multiple braider units, several layers or plies of fabric can be braided over each other to produce the required thickness in one process. Furthermore the fiber orientation angles are varied along the longitudinal direction on each layer, since each braider units are controlled individually by using program.
Fig.3 An automatic braiding system
The automatic braiding system is so efficient to reduce the production cost that it is used for producing the golf shafts shown in Fig.4. Braiding technology allows greater flexibility in obtaining a fully optimized design than the other composite shafts because of flexibility of fiber orientation angles that can be designed for each layer individually. Since the link between preform design and operating design is clarified, it is possible to deal with alteration of shaft design easily and quickly.
4.CONCLUTION
Our braiding technology is capable of producing composite materials for commercial applications. Braiding process has flexibility in obtaining optimized design for cost and properties since it has various design parameters.
We are working to improve the automation of complete production systems of which a braiding machine is one component as well as to produce braided composites and preforms. The automatic production systems were optimized for how much it automates and its productivity through the consideration of the quality and quantity of the products.
The optimized composite must be produced by optimized production system as well as optimized composite design.
Fig.4 Golf shafts made by automatic braiding system.
5. REFERENCES
1)H. B. Dexter, 4th International Symposium for Textile Composites,
O-32-1, (1998).
2)H. Hamada, A.Nakai, T. Nakatani, and K. Kameo, and, 5th Japan
International SAMPE symposium, pp.1231, (1997).
3)A. Fujita, T. Nakatani, T. Uozumi, K. Kameo, A.Nakai and H. Hamada,
5th Japan International SAMPE symposium, pp.1235, (1997).
4)T. Uozumi, 4th International Symposium for Textile Composites,
P-9-1, (1998).
5)Y. Hisa, T. Uozumi, A. Fujita, H. Hamada, A. Nakai and A. Yokoyama,
27th International SAMPE Technical Conference, pp. 371, (1995).
6)G. Bechtold, K. Kameo, K. Friedrich and H. Hamada, 4th International
Symposium for Textile Composites, O-28-1, (1998).
6. BIOGRPHY
Tadashi UozumiMr. Tadashi Uozumi is an engineer at Textile Machinery Division, Murata Machinery, Ltd. He received his B. Eng. degree from Kyoto Institute of Technology in 1990 and M. Eng. degree from Kyoto Institute of Technology in 1992.
Masao Hirukawa Mr. Masao Hirukawa is an engineer at Textile Machinery Division, Murata Machinery, Ltd. He received his B. Eng. degree from Kinki University in 1989.