|
|

- 金型取扱説明書
- 技術情報
- 成形事例
- FAQ
- [FAQ 1]マルチツールZとマルチツール旧タイプとの違い
- [FAQ 2]ステーションでXとAの違い
- [FAQ 3]構成刃先の対策用グリース
- [FAQ 4]他社再研磨可否と再研磨の効果・注意
- [FAQ 5]上向バーリングM3、M4、M5、M6 パンチ折れの対処
- [FAQ 6]上向バーリングM3、M4、M5、M6 切削用と転造用
- [FAQ 7]上向バーリングM3、M4、M5、M6 先端が斜めになる対処
- [FAQ 8]上向バーリングM3、M4、M5、M6 パンチ寿命を延ばす方法
- [FAQ 9]ルーパー型の高さ シム調整による高さ
- [FAQ 10]25年前に製作した成形型等のデータと金型品番・刻印
- [FAQ 11]加工中にワークがワークホルダから外れたが、原因と対処は?
- [FAQ 12]スタイル114の標準材質はダイスと聞いたが、ステンレスも打てるか?
- [FAQ 13]角50や角30のパンチシャー角を凸形シャーにしたいがどうか?
- [FAQ 14]鋼鈑t3.2をパンチ刃先幅2で打抜くと構成刃先つき易い
- [FAQ 15]パンチホルダ吊りボルト
- ツールインフォメーション

タップ用 M3,M4,M5,M6の上向バーリングで、成形された先端が斜めになるがどうしたらよいか。
ガイド付バーリング型を使用してして下さい
原因
|
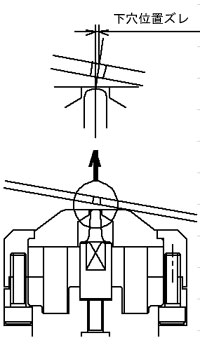 |
対応
|

