組物複合材料ゴルフシャフト
村田機械株式会社 魚住忠司
蛭川正夫
ミズノ株式会社 蘆田浩規
1. はじめに
テキスタイル・コンポジットのプリフォーム作製技術の一つとして組物技術がある。組物技術は機械化・自動化が進められており、従来人手により行われていた製造工程での工数の短縮、省人化に有効な技術として注目されている。筆者らは組物技術を用いた自動プリフォーム作製装置を開発し、ゴルフのシャフトの商品化を実現した。ゴルフシャフトの商品化に対しては、組物複合材料の設計パラメータを用いた設計システムの構築と生産性を考慮した製造システムの構築が必要である。本報では組物構造や組物複合材料の設計パラメータを基に組物複合材料ゴルフシャフトの特徴について述べる。また、組物複合材料自動製造システムについても紹介する。
2. 組物構造
図1に組物の模式図を示す。組物は複数の繊維が円筒形状に組まれたもので、マンドレルと呼ばれる芯金を用いて作製される。組物はマンドレル上に沿って3軸構造の組織を形成しており、円筒の軸方向に対して±θの角度(組角度)でらせん状に配向した繊維(組糸)と、0°方向に真っ直ぐに配向した繊維(中央糸)があり、周方向に繊維の切断部や継目の存在しないシームレス構造となっている。組角度は連続的に変化させることができる。必要な厚さの組物を得るには、組物の上にさらに組物を作製し、所要の厚さになるまでこれを繰り返して行なう。
 Fig. 1 Triaxial braid.
Fig. 1 Triaxial braid.
組物は作製機構上、組角度の変化やマンドレル寸法の変化により、各配向方向の繊維の密度が変化し、各配向方向の繊維割合や組物の厚さが変化する。組物複合材料を設計する際には、組角度、繊維配向方向の繊維割合さらに厚さに留意する必要がある。具体例として、組角度と繊維割合及び組物の厚さの関係を図2,3にそれぞれ示す。組糸の種類はカーボン繊維3000フィラメント、組糸本数は24本、中央糸の種類はカーボン繊維6000フィラメント、中央糸の本数は12本、マンドレルの形状は円柱形状で直径が10mm、繊維体積含有率を60%として求めた。組角度を大きくすることで組糸の繊維密度が増加し、組糸の繊維割合が大きくなる。また、組物の厚さも厚くなる傾向にあることが分かる。
Fig. 2 Relations between fiber volume ratio and braid angle.
Fig. 3 Relation between thickness and braid angle.
3. 組物複合材料ゴルフシャフト

Fig. 4 Triaxial braided composite shafts.
上述の組物構造の特徴を活かし設計・開発した組物複合材料ゴルフシャフトを図4に示す。従来の(シートワインディング法により作製された)カーボンシャフトとまったく異なる特徴を有したシャフトを開発した。主な特徴を表1に示す。
| 項目 |
特徴 |
| 周方向性能安定性 | シームレス(継ぎ目なし)構造で繊維の不連続点が無い |
| 曲げ剛性、ねじり剛性 | 組角度制御により長さ方向で曲げ剛性・ねじれ剛性を制御 |
| 重量バランス | 組角度により厚さを制御することで重量バランスを制御 |
| 打撃感 | 進藤減衰特性に優れ打球感が「ソフト」であり、手首等への負担減少 |
| 安全性 | 従来のシャフトの完全分離形態の破損に対し、不完全分離形態の破損になり易い |
4.
組物プリフォーム自動作製システム
図5に自動組物複合材料作製システムを用いたゴルフシャフトの製造工程フローを示す。本システムはチューブ形状の組物プリフォームを自動・連続生産することが出来る。
本装置での製造工程を下に述べる。マンドレルストック部に予めセットされているマンドレルがブレイディング部入口に移動される(マンドレル供給)。マンドレルが前進しブレイディング部を通過することでマンドレル上に多層構造の組物プリフォームが作製される(組物プリフォーム作製)。繊維が切断され、組物プリフォームはプリフォームストック部へと収納される(カッティング・プリフォーム排出)。収納されたプリフォームを硬化炉に入れ成形、脱芯をして組物複合材料シャフトを得る。組角度はそれぞれの層ごとでプログラム制御されており、各層で長手方向に組角度を変化させることが出来る。本システムの組物複合材料自動・連続生産は生産工数削減に大きく貢献し、またプログラムによる組角度制御により製品の性能安定性の向上とシャフト設計に対する敏速な対応が可能となった。
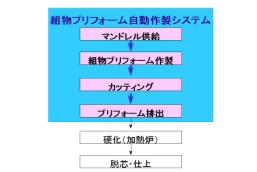
Fig. 5 Production flow of braided composite golf shafts.
5.
おわりに
組物複合材料シャフトは組角度、繊維配向方向の繊維割合さらに厚さを設計することで従来のシャフトでは実現しえなかった特徴を有する。自動組物複合材料作製システムの開発により生産工数削減、製品の性能安定性の向上とシャフト設計に対する敏速な対応を可能とした。複合材料の商品開発にはソフト、ハード両面の構築が不可欠である。