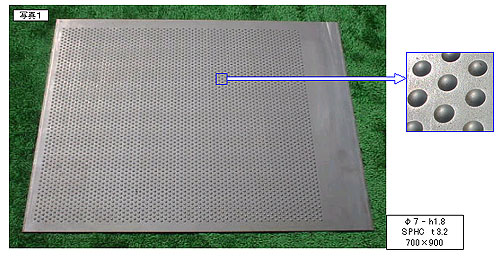
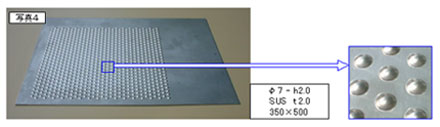
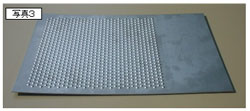
- 標準的な単発用の成形型でワーク全体に加工しますと通常凸状の反りが生じる為、反り抑制対応の成形型を使用してテストパンチにより反りを見ながら歪抑制し最適形状に仕上げて反りを最小に抑えることが出来ます。そのサンプルが写真1と写真4です。反り抑制対応成形型は、通常の成形型よりステーションが大きくなります。
- 成形型をご注文の際に加工ピッチ等記されてないものは反りを考慮しない通常型になりますので、指示して戴くか弊社にご相談願います。
- ワークの反りは同一の金型で加工しても、シート材のメーカーやロットが変わるだけで反り具合も変わる場合があります。
- 成形加工によるワークの反りを抑制する方法は、成形の形状や板厚・材質により異なります。
|